
使用手鋸加工不同材料的方法及注意事項
1.手鋸加工方法
(1)扁鋼的鋸削:在扁鋼鋸口處劃一周圈線,分別從寬面的兩端鋸下,兩鋸縫將要結接時,輕輕敲擊使之斷裂分離。這樣鋸削效率高,而且能較好地防止鋸齒崩缺。反之若從窄面下鋸,非但不經濟,而且只有很少的鋸齒與工件接觸,工件越薄,鋸齒越容易被工件的棱邊鉤住而折斷。如圖所示。

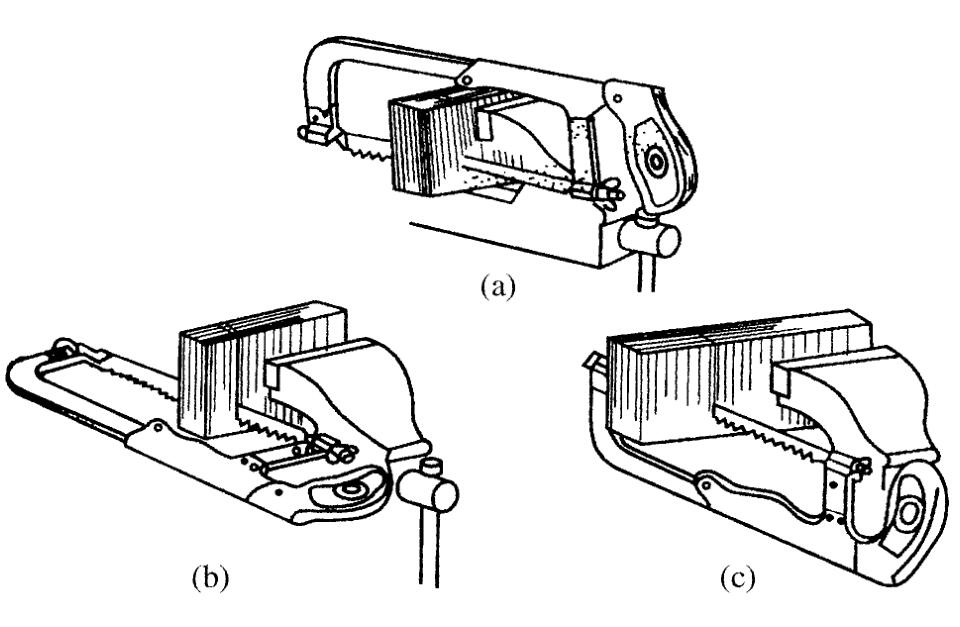
(2)槽鋼的鋸削:槽鋼的鋸削與扁鋼一樣,但是要分二次從寬邊面往下鋸,不能在一個面上往下鋸,應盡量做到在長的鋸縫口上起鋸,因此工件必須多次改變夾持的位置。操作程序如圖(a),先在寬面上鋸槽鋼的一邊;如圖(b),把槽鋼反轉夾持,鋸中間部分的寬面;如圖(c),再把槽鋼側轉夾持,鋸槽鋼的另一邊的寬面。如圖(d)所示鋸削方法是錯誤的,把槽鋼只夾持一次鋸開,這樣的鋸削效率低,在鋸高而狹窄的中問部分時,鋸齒容易折斷,鋸縫也不平整。

(3)管材的鋸削:選用細齒鋸條,當管壁鋸透后隨即將管子沿著推鋸方向轉動一個適當角度,再繼續鋸割,依次轉動,直至將管子鋸斷。鋸割時管子必須夾正。對于薄壁管子和精加工過的管子,應夾在有V形槽木襯墊之間。注意:鋸削管材時,不能從一個方向鋸到底,因為鋸條穿過圓管內壁后,鋸齒即在薄壁上切削,由于受力集中,很容易被管壁鉤住而折斷。如圖所示。

(4)薄板:鋸削時盡可能從寬面鋸下去,若必須從窄面鋸下時,可用兩塊木墊夾持,連木塊一起鋸下,也可把薄板直接夾在虎鉗上,用手鋸作橫向斜推鋸,使鋸齒與薄板料接觸的齒數增加,避免鋸齒崩裂。如圖所示。

(5)深縫:鋸削深縫時即當鋸縫的深度超過鋸弓高度時,先垂直鋸如圖(a)所示,當鋸縫的高度達到鋸弓高度時,鋸弓就會與工具相碰,無法繼續鋸削;此時應將鋸條拆出,將鋸條轉90。重新裝夾,按照原鋸路繼續鋸削如圖(b)所示;當鋸弓高度仍不夠時,將鋸條轉90度重新裝夾,按照原鋸路繼續鋸削如圖(c)所示。
2.手鋸鋸削的注意事項
(1)鋸條的松緊要合適,且鋸割時壓力不能太大,以防折斷傷人;
(2)當鋸縫歪斜時,不可急于糾正,而需要慢慢地逐步糾正;
(3)鋸條沒裝在鋸弓上不能進行鋸割,以防折斷和鋸齒刺傷手;
(4)鋸削時問過長時要加冷卻液;
(5)手不要直接和鋸條接觸;
(6)取出鋸條時要在運動中往上提;
(7)不要將工件直接鋸斷,以免砸腳。
?發展重點的選取應根據市場需求、發展趨勢和目前狀況來確定。可按產品重點、技術重點和其他重點分別敘述。 1、 沖壓模具 產品發展重點。 沖壓模具 共...
?沖壓模具 依照模具結構分可分為 單沖模 、 連續 模 和 復合模 ,那么這三種有什么區別呢? 單沖模 :一般是由一個凹模和一個凸模或是由多個凹模和多個...
?變薄拉 伸 ,通常是拉深工序或冷擠成形工序后進行的一種旨在實現極薄壁杯形件的成形工序,也可用此方法實現極薄壁管件的成形。 變薄拉伸 也是在拉伸...
